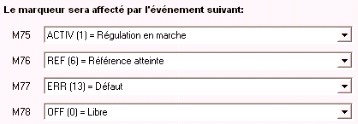
Les M75 à M78 pour lire le status de l'appareil.
M01 pour sélectionner des parties de programmation dans le PLC.
Ex : Pour savoir si la position est atteinte, lire le M76, toutefois attendre que le mouvement ait passé la fenêtre de Position atteinte avant de lancer la scrutation de M76.
